Flatbed vs Rotary Foil Stamping Machine
Every production manager remembers that one job: the gold foil on the luxury box looked flawless in the proof, but on the press, the intricate border kept tearing. The machine cycled slowly. The heat seemed inconsistent. Three hours later, you had 500 usable sheets and a pile of waste.
That scenario usually points to a fundamental equipment choice: flatbed or rotary foil stamping. Both technologies apply metallic or pigmented foil to a substrate, but their mechanical DNA differs completely. Understanding the practical trade-offs—not just the marketing claims—saves tens of thousands of dollars in operating costs over two years.
The Core Mechanical Difference (And Why It Matters on the Floor)
A flatbed press uses a heated die mounted on a reciprocating platen. The substrate stops moving while the die strikes down onto the foil and paper. Think of a powerful, precision stamping motion. A rotary machine, by contrast, uses a cylindrical die that rotates against an impression cylinder. The substrate moves continuously, and the foil transfers during rolling contact.
That difference creates four real-world distinctions:
| Feature | Flatbed Stamping | Rotary Stamping |
|---|---|---|
| Maximum speed (sheets/hour) | 3,000 – 5,000 | 8,000 – 12,000+ |
| Tooling cost (initial) | Lower (single flat die) | Higher (curved die/sleeve) |
| Setup time | 15–30 minutes | 45–90 minutes |
| Best for... | Short runs, deep embossing, thick stocks | Long runs, fine line work, thin films |
Where Flatbed Still Dominates
According to operators at several medium-sized folding carton plants, flatbed machines excel in three specific scenarios. First, heavy embossing with foil. The dwell time—the seconds the die presses into the stock—creates a deeper, more tactile impression. Rotary’s rolling action flattens the effect slightly.
Second, thick or rigid substrates. Board above 24pt, or specialty paper with high cotton content, runs more reliably on a flatbed. The stop-and-strike motion eliminates the risk of substrate bending around a rotary cylinder.
Third, quick-change short runs. A shop running 500 to 2,000 sheets of personalized wedding invitations or limited-edition whiskey labels will spend more time setting up a rotary line than actually running it. The tooling cost per job also makes flatbed economically superior here.
One frequent mistake: pushing a flatbed beyond 4,000 impressions per hour consistently. Heat builds up on the platen. The die expands unevenly. You start seeing partial foil transfer near the edges. Many experienced shops schedule flatbed jobs with a 30-minute cooldown after every 90 minutes of running—an inefficiency rotary avoids.
Rotary’s Speed Advantage
Rotary stamping shines in high-volume packaging—think pharmaceutical cartons, cosmetic sleeves, or premium beer carriers running 500,000+ units. The continuous motion eliminates the start-stop inertia, so wear on the drive train is lower over time.
However, the tooling requires precision grinding to match the cylinder curvature. A 0.1mm error in the die radius creates uneven pressure across the web width. The result? The foil is missing on the left side while over-pressing on the right.
Another operational reality rarely discussed: rotary setup demands two skilled technicians—one for the die alignment, another for the foil tension system. A flatbed can often be set up by a single experienced operator. That labor difference matters for smaller finishing departments.
According to a 2023 finishing efficiency report (SGIA technical brief), shops running mixed job volumes achieved 22% higher overall equipment effectiveness (OEE) when using flatbed for jobs under 8,000 sheets and rotary for runs above 15,000 sheets. The “gray zone” between 8,000 and 15,000 sheets created the most debate.
The Decision Framework
Ask three questions before purchasing:
-
What is your median run length? If 70% of jobs are under 10,000 sheets, a high-quality flatbed with automated foil pull-back features will generate better ROI. If most runs exceed 20,000 sheets, rotary pays back within 18 months.
-
Do you need micro-text or hairline registration? Rotary handles 0.2mm lines reliably. Flatbed below 0.3mm becomes risky due to the vertical impact shock.
-
What is your die-maker’s specialty? Some regions have excellent flatbed engravers but poor rotary suppliers. Tooling lead time and local technical support often override theoretical advantages.

For mixed operations, many finishing managers now run a flatbed as their primary machine and outsource large rotary jobs. Others keep one rotary line for long-run backbone work and use a flatbed for prototypes, samples, and custom short runs.
Maintenance Realities That Beginners Overlook
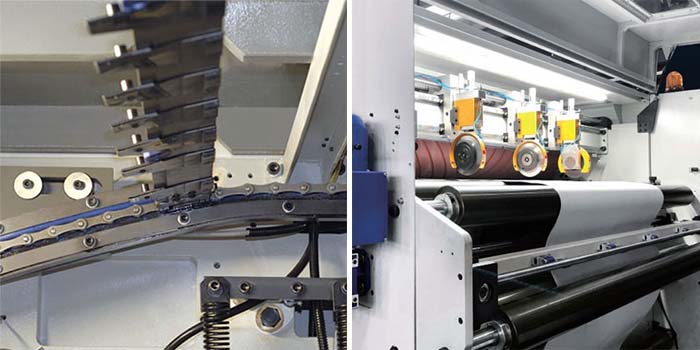
Flatbed machines need monthly inspection of the toggle linkage and platen parallelism. A 0.05mm tilt creates uneven stamping. Rotary requires quarterly inspection of the cylinder bearings and the foil unwind brake calibration. Neither is difficult, but each demands a different spare parts inventory.
A common failure symptom: On flatbed, if foil tears in the same spot repeatedly, check for a burr on the die edge. On the rotary, intermittent tearing usually means the foil tension arm damper is leaking oil.
Soft Transition to Tailored Solutions
If your shop handles a mix of short-run custom packaging and medium-volume repeat orders, you might benefit from a modular design that allows future upgrades. Understanding how different machine frames handle heat distribution and foil threading can save months of operator training time. For production environments where job changeovers happen multiple times per shift, having access to detailed technical specifications and layout drawings helps in planning floor space and air supply requirements. You can explore the configuration options and support documentation [View product configurations] available for systems designed with mixed-volume flexibility.
Final Recommendation Based on Real Shops
For a startup finishing house or a commercial printer adding in-house foil stamping, begin with a flatbed. The lower entry cost, simpler tooling, and forgiving setup process build operator confidence. Upgrade to rotary when you secure two long-term contracts exceeding 50,000 sheets monthly.
For an established converter replacing aging equipment, calculate your current job mix. If flatbed jobs occupy the machine 60% of the time but generate 40% of revenue, consider a newer flatbed with faster make-ready features rather than switching technologies.
The worst decision is buying rotary for speed but running it mostly on short jobs—you pay for capacity you never use, and the longer setup eats your margin.
Disclaimer: Performance figures are based on industry standard conditions (23°C, 45% RH, 80 lb coated cover stock, standard foil). Actual results depend on substrate, die complexity, and operator skill. Consult the equipment parameters for specific tolerances.