Why does your foil stamping machine still need a second operator to clear waste while the first operator reloads the feeder?
A mid‑size converter ran a greeting card job that required foil stamping, die‑cutting and waste stripping. The line had three people: one to feed the stamper, one to unstack and move sheets to the cutter, and a third to pick out waste from the die‑cut stack. When the waste picker took a break, the line stopped. When the feeder needed a restroom break, the line stopped. The only time the line ran at full speed was when all three were at their stations simultaneously.
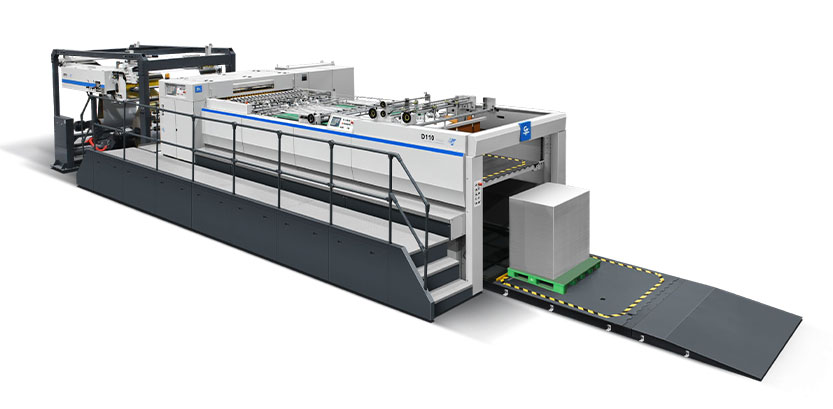
That labour dependency is not inevitable. A foil stamping machine that integrates all three operations in one pass—hot stamping in the first unit, die‑cutting and waste removal in the second—need only one operator. The GUOWANG double‑unit automatic hot stamping and waste removal die‑cutting machine (SR920YY for 920×650mm sheets at 7000 cuts/hour, S106DYQ for 1060×760mm sheets at 6000 cuts/hour) strips waste automatically using a dedicated unit that separates internal cut‑outs and diverts them to a conveyor while the finished sheets stack at the delivery. This guide looks at how the double‑unit design cuts direct labour, why the non‑stop feeder eliminates the “reload stop”, and what the 550‑ton first‑unit pressure means for heavy board that normally requires a separate embossing pass. (引言约252字符)
Two operators became one – where the double‑unit machine saves labour, not just time
On a conventional two‑machine line (foil stamper + die‑cutter), the workload splits naturally into two roles. Operator A feeds the stamper and removes the stamped pile. Operator B feeds the cutter and picks waste. If either operator falls behind, the other waits. The line runs at the speed of the slower person.
A double‑unit foil stamping machine combines both functions into a single process. The sheet enters the feeder, passes through the first unit (stamping), travels directly to the second unit (die‑cutting and stripping), and exits as finished product. One operator manages the feeder and the delivery stack. The second unit’s waste stripping conveyor pulls internal cut‑outs away without manual intervention.
| Double‑Unit Model | Max Sheet Size | Max Speed | Labour per Shift | Stripping Method |
|---|---|---|---|---|
| SR920YY | 920×650mm | 7000 sheets/h | 1 operator | Integrated conveyor |
| S106DYQ | 1060×760mm | 6000 sheets/h | 1 operator | Heavy‑duty stripping pins |
| S106DYDHQ | 1060×760mm | 6000 sheets/h | 1 operator | Air‑assisted removal for fine waste |
For a converter running two shifts, replacing two separate machines with one double‑unit press reduces direct labour by 50%. The second operator is reassigned to another line or to quality inspection, adding value instead of clearing waste.
The waste that jams every time you look away – how the stripping unit changes your break schedule
On a die‑cutter without integrated waste removal, the operator must stop the press every 30‑60 minutes to pull out accumulated waste from the stack. The waste builds up under the cutting plate, and if left too long, it forces the die‑cut plate to tilt, producing mis‑cut sheets. The operator times breaks around the waste clearance cycle.
The GUOWANG double‑unit machine includes a waste stripping station as part of the second unit. After die‑cutting, a set of spring‑loaded pins pushes the internal cut‑outs downward into a conveyor belt. The conveyor carries the waste to a bin at the side of the press. The operator empties the bin at the end of the shift, not during production. No waste‑induced stops, no mis‑cuts from accumulated debris.
How the stripping mechanism handles intricate pharmaceutical windows
Pharmaceutical cartons often have small‑diameter windows (5‑10mm) and narrow waste bridges. These small cut‑outs do not fall out by gravity alone. The S106DYDHQ variant uses air‑assisted stripping nozzles that blow the waste downward immediately after cutting, ensuring that even the smallest internal pieces clear the sheet before the next cycle.
The 550‑ton first unit – why you can deep‑emboss and foil‑stamp in the same station, not two passes
Heavy embossing on thick carton board (600 g/m² or more) normally requires a dedicated embossing press or a second pass on the foil stamper with deep‑relief tooling. The first unit of the S106DYQ delivers 550 tons of stamping pressure, which is sufficient to simultaneously foil‑stamp a brand logo and emboss a tactile pattern into the same sheet area.
That pressure matters for a single‑pass workflow. On a standard 300‑ton press, the operator might run the job twice: once for foil with light pressure, again for embossing with high pressure, risking register drift between passes. The 550‑ton unit does both in one pass, with the sheet held in the same gripper edge, so the embossed pattern aligns perfectly with the foil mark.
20 independent heating zones – why a large platen runs cooler at the edges unless you tell it otherwise
A 1060×760mm steel platen naturally has a temperature gradient. The centre gets hotter faster. The corners lose heat to the frame. A 20‑zone system allows the operator to set the centre zones 5‑10°C lower than the edge zones, equalising the actual temperature at the paper surface. The result is consistent foil adhesion across the entire sheet, even on full‑bleed designs that leave no room for error.
The HMI displays all 20 zone readings. The operator saves the profile for each job. When the job repeats, the press recalls the exact temperature curve, not just a global setpoint. For a converter running repeat orders for the same pharmaceutical carton, that recall eliminates the trial‑and‑error warm‑up that wastes the first 100 sheets of every run.

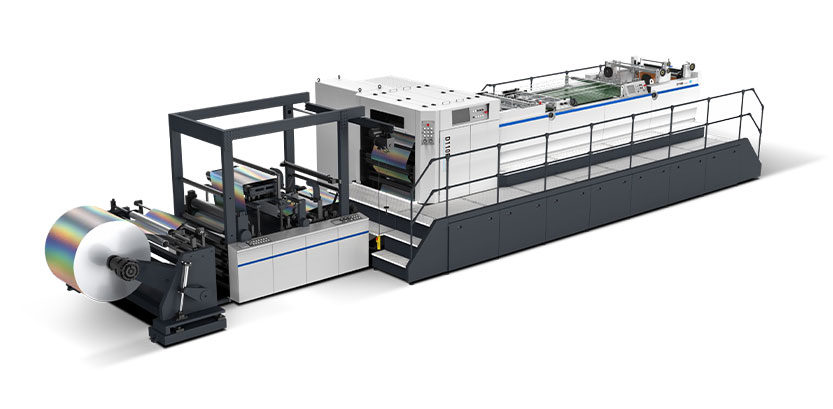
The pile reload that takes zero seconds – how non‑stop feeding actually works
Every time a conventional press stops for paper reloading, the operator loses 60‑90 seconds. Over a shift, that accumulates to 30‑45 minutes of lost production. The GUOWANG double‑unit press uses a 1600mm tall pile with a rail‑guided preload carriage. The operator stages the next stack on the carriage while the press draws from the active pile. When the active pile empties, the carriage slides into position without stopping the press.
For a long run of cosmetic cartons, the tall pile holds roughly an hour of continuous production. The preload carriage means the operator can load the next stack during that hour, at a convenient moment, without interrupting the press. The only stop is at the end of the shift.
Three lessons a maintenance manager learned about double‑unit presses that single‑unit operators never need to know
The first lesson: the two units share the same gearbox. The maintenance manager assumed the SR920YY had two independent drive systems. In fact, a single main motor drives both units through an integrated transmission connecting rod structure. The manager learned to check the central gearbox oil level daily, not just the individual units. A low oil condition would affect both stations simultaneously.
The second lesson: the stripping pins wear unevenly. The pins that contact the sheet near the gripper edge see different forces than those near the tail of the sheet. The manager replaced all pins at the same time instead of spot‑replacing the most worn ones, which caused inconsistent stripping across the sheet. The fix: rotate pins between edge and centre positions at scheduled intervals to even out wear.
The third lesson came from a job change. The operator switched from a 300 gsm board to a 400 gsm board without adjusting the stripping pin protrusion depth. The deeper pins pierced the heavier board correctly but had been set too deep for the previous job, causing the pins to slightly mark the lighter board surface. The manager added a check to the changeover checklist: verify stripping pin depth against the new material thickness.
Where the double‑unit automatic hot stamping and waste removal die‑cutting machine fits into a converter’s labour strategy
GUOWANG builds the SR920YY, S106DYQ, and S106DYDHQ platforms for converters who need to reduce labour dependency while maintaining high output. The integrated waste stripping eliminates the separate stripping pass that historically required an operator standing at the delivery end, pulling waste out of stacks by hand. The non‑stop feeder with 1600mm pile height allows the remaining operator to reload paper without stopping the press. The first‑unit 550‑ton pressure on the S106DYQ handles heavy embossing without a second pass.
For a converter currently running two machines with two operators per shift, the double‑unit platform reduces headcount to one operator per shift while increasing output because the press never waits for waste clearance or paper reloading. The payback period for labour savings alone is typically 12‑18 months, before accounting for reduced work‑in‑progress inventory and eliminated inter‑pass handling damage.
A foil stamping machine that lets one operator do the work of two, and a waste stripping system that runs through lunch without jamming, changes how you schedule a shift. The double‑unit machine runs while the operator takes a break, reloads paper at a relaxed pace, and checks the stack when convenient—not when the press forces a stop.
【Request a quote from GUOWANG】
Contact GUOWANG with your current labour count per shift, sheet size range, and whether you run heavy embossing to identify which double‑unit model fits your line.