How a Foil Stamping Machine Transfers Foil
Have you ever unboxed a luxury perfume or a wedding invitation and felt the raised, shimmering logo? That metallic gleam isn’t paint or ink—it’s a thin layer of foil, transferred by a precise thermal bonding process. Behind this effect stands a piece of equipment that combines heat, pressure, and timing. But how exactly does it turn a plain sheet into an elegant masterpiece? Let’s walk through the physics and mechanics step by step.
The Basic Principle: Heat + Pressure + Dwell Time
At its core, foil transfer relies on three variables: temperature, force, and contact duration. The material we call “foil” is actually a multi-layer sandwich: a polyester carrier, a release layer, a color coat (or metallic layer), and a heat-activated adhesive. When a heated die (or plate) presses the foil against a substrate, the adhesive melts and bonds to the surface. After a fraction of a second, the carrier is peeled away, leaving the colored layer exactly where the die made contact.
This process sounds simple, yet achieving clean, consistent results requires careful control of each variable. Many operators assume that more heat or longer pressure always improves adhesion—but that’s one of the fastest routes to ghosting or foil tearing.
Step-by-Step: From Die to Finished Product
A typical industrial transfer workflow follows five stages. Understanding each helps you troubleshoot issues and optimize production.
1. Die Preparation
The die (usually brass, magnesium, or copper) is engraved or etched with the desired pattern. For fine lines or small text, hardened steel might be used. The die’s depth and sharpness directly affect how cleanly the foil releases. A shallow die produces fuzzy edges; an over-etched die can cut through the foil prematurely.
2. Heating the Die
The die is heated to a specific temperature, typically between 90°C and 180°C, depending on the foil type and substrate. For example, gold metallic foil on coated paper works well around 110–130°C, while uncoated board may need 140°C. Temperature stability is critical—fluctuations of ±5°C can cause incomplete transfer or burn the adhesive.
If you want to see how advanced temperature control modules are designed, click here for a technical overview.
3. Positioning Substrate and Foil
The substrate (paper, plastic, leather, etc.) is placed on the bed, and a roll of foil is fed between the die and the substrate, with the adhesive side facing down. In flat-bed machines, the entire sheet is pressed at once; in rotary systems, the foil runs continuously.
4. Pressing and Dwell
The heated die descends (or the bed rises) to apply pressure, usually 2–10 tons depending on the area. The die remains in contact for a “dwell time” ranging from 0.2 to 1.5 seconds. At this moment, the adhesive liquefies and adheres to the substrate, while the color layer separates from the carrier.
5. Peeling the Carrier
After the die retracts, the waste carrier (the polyester film) is peeled away. This can be done immediately (hot peel) or after cooling slightly (cold peel). Hot peel works for most papers and gives high speed; cold peel is sometimes used for delicate plastics or thick boards to avoid distorting the substrate.
Key Parameters That Make or Break Your Transfer
According to industry guidelines (ASTM F2029 – standard for heat sealability testing), the three parameters are interdependent. Changing one without adjusting the others often leads to defects. Let’s break down real-world examples.
| Parameter | Too Low | Too High | Optimal Range (Paper) |
|---|---|---|---|
| Temperature | Incomplete transfer, spotty | Bleeding, foil sticking to the die | 100–150°C |
| Pressure | Weak bond, easy scratch | Crushing substrate, foil cut | 3–6 tons (for A4 area) |
| Dwell Time | Inconsistent adhesion | Burnt adhesive, ghosting | 0.4–0.8 sec |
A large packaging converter recently reported that after calibrating their dwell time from 1.2s down to 0.6s (while raising the temperature by 10°C), their foil waste dropped by 22% and throughput increased by 35%. This kind of interaction is why modern systems offer programmable profiles rather than fixed knobs.
To explore how programmable pressure and temperature profiles are implemented in industrial equipment, see this resource.
Common Mistakes and How to Avoid Them
Even experienced operators occasionally face recurring issues. Here are three frequent pitfalls:
Mistake #1: Using the same temperature for all foil colors.
Different pigments and metallic compositions absorb heat differently. Silver foil often requires 10–15°C higher than gold to achieve the same gloss. Always request technical datasheets from your foil supplier.
Mistake #2: Neglecting the make-ready pressure.
Uneven bed height or a worn counterforce plate creates pressure variations across the sheet. That’s why high-end equipment includes digital pressure sensors or hydraulic balancing. A simple check: place carbon paper between the die and a flat sheet, then lower the head – the blotch pattern reveals high and low spots.
Mistake #3: Forgetting to clean the die.
Residual adhesive or paper dust builds up after hundreds of cycles, acting as an insulating layer. This lowers the effective die temperature by 5–20°C. Cleaning with a soft brass brush and approved solvent every 2000–3000 impressions restores consistency.
Advanced Considerations: Machine Types and Their Transfer Characteristics
Not all transfer equipment works the same way. The mechanical construction influences how heat and pressure are applied, which in turn affects the quality of different substrates.
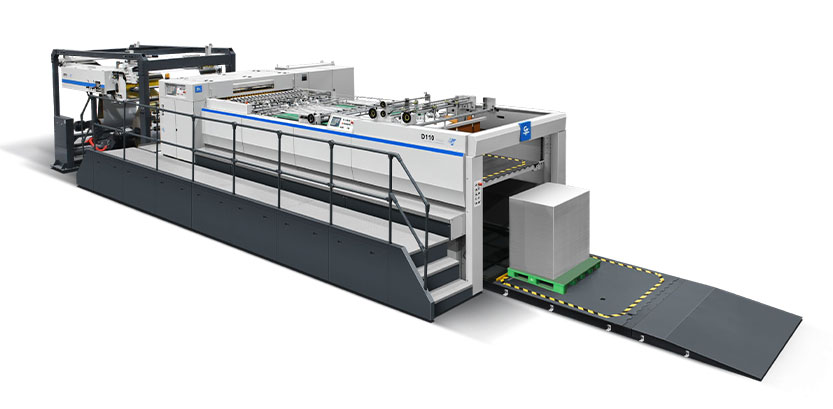
Flat-bed (platen) presses – The die stamps against a flat surface. They offer high pressure and are ideal for thick, rigid materials (e.g., book covers, rigid boxes). However, the entire area contacts simultaneously, so any unevenness causes pressure variation.
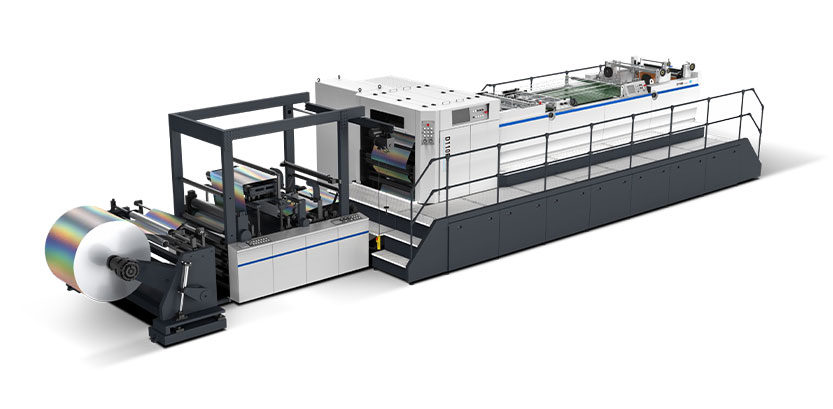
Rotary (cylinder) presses – A heated cylinder rolls over the foil and substrate. This provides continuous motion and even pressure, perfect for long runs on flexible films or paper. The dwell time is briefer, so temperature precision becomes even more critical.
Combination systems – Some modern solutions allow interchangeable flat-bed and rotary modules within the same frame. This flexibility lets a print shop handle short-run leather goods in the morning and long-run cigarette packs in the afternoon.
For a closer look at modular designs that adapt to different substrates, check the latest configurations here.
When a Standard Setup Isn’t Enough
As jobs grow more diverse—think holographic foils on recycled board, or micro-text security features—the demands on your equipment increase. You may need tighter temperature uniformity (±1°C across the die), servo-driven pressure control that responds in milliseconds, or automated foil feed with tension regulation to prevent wrinkling.
If you frequently run challenging materials or high-volume orders, investing in purpose-built machinery pays off quickly. One mid-sized label printer in Ohio switched from a worn-out vintage press to a digitally controlled system, reducing setup time from 45 minutes to 12 minutes per job. Their scrap rate dropped from 8% to under 1.5%.

Getting Professional Results Starts with the Right Foundation
Understanding the science behind foil transfer is the first step. But applying that knowledge reliably, shift after shift, requires equipment that translates theory into consistent output. Temperature zones that don’t drift, pressure that repeats within 0.1 mm, and a frame rigid enough to avoid flex—these are not luxuries; they are the baseline for profitable production.
Whether you are upgrading from a manual press or expanding to add foil capabilities, you need a partner who knows both the process and the practical challenges of daily operation. GuoWang has been engineering thermal transfer solutions for over two decades, integrating feedback from thousands of packaging professionals worldwide.
If you are ready to move beyond guesswork and achieve predictable, high-quality foil application on every run, take a few minutes to explore the available systems and technical specifications. You’ll find detailed datasheets, case studies, and a comparison tool that helps you match the right model to your substrate mix and volume.
Have you struggled with a specific foil defect like pinholing or edge feathering? Drop a note in the comments – we’re happy to share targeted troubleshooting flowcharts.
References & Further Reading
-
ASTM F2029-16(2021) – Standard Practices for Making Heat Seals for Determination of Heat Sealability.
-
Foil & Specialty Effects Association (FSEA) – Technical Bulletin #14: Hot Stamping Parameters.
-
Industry interview: Production manager at a Midwest folding carton plant (anonymous per request).
Disclaimer – Performance data are illustrative. Actual results depend on substrate, foil type, and operating conditions. Always conduct trials before full production.